SPC(統計的工程管理)を活用し、
現場の品質管理レベルを向上させる
「品質管理」
パッケージ
生産装置や検査機からの収集データを元に品質管理に役立つ自動集計や参照機能、
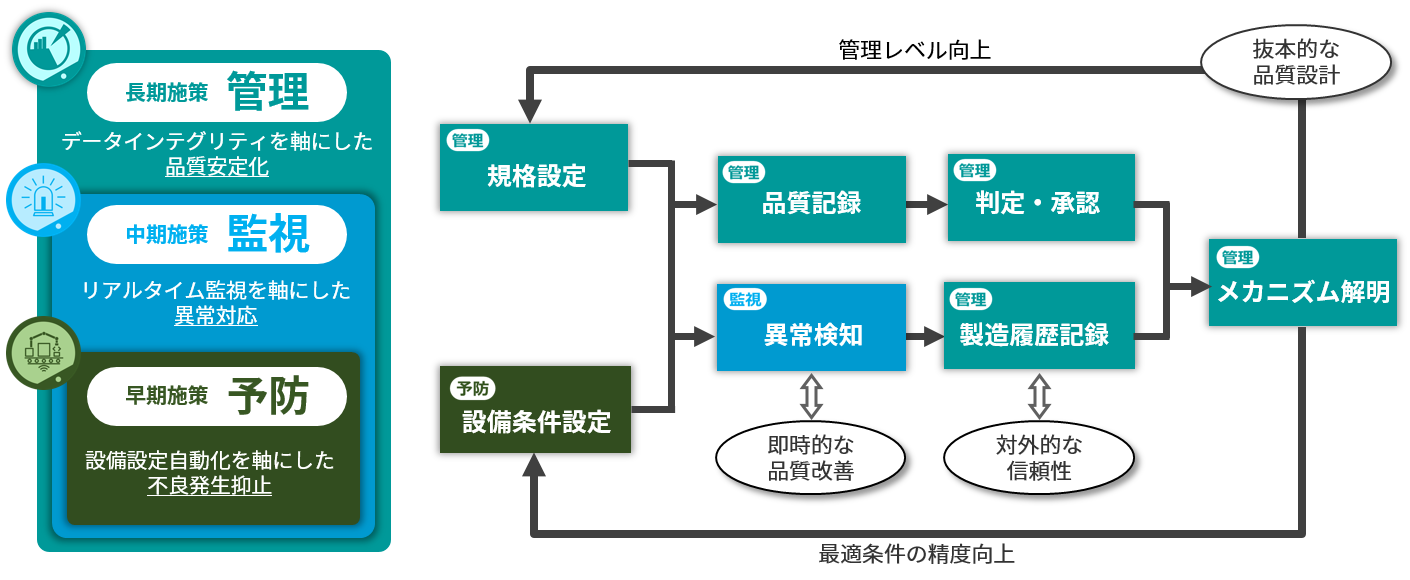
規格設定~異常傾向監視~要因分析までのワークフロー全体の機能を提供。

データインテグリティを軸に製造品質を安定化
良品率や生産性の向上につなげます
-
「品質管理」パッケージ
当ページで紹介 -
 「生産監視」パッケージ
「生産監視」パッケージ 「生産制御」パッケージ
「生産制御」パッケージ
- 概要を知る
- SPC管理
- トレーサビリティ
- 検査情報参照
- 機能を知る
※ ボタンをクリックタップすると、内容が切り替わります。
NAVINECTエッジの「品質管理」パッケージ Feature of 「Hinshitsukanri」 package
SPC(統計的工程管理)を用いた「管理・分析」機能と、製造履歴(トレーサビリティ)を用いた「監視・調査」機能により、製造現場の品質管理レベル向上とともに、検査データの改ざん防止や、異常時の迅速な対応を実現します。
-
SPC(統計的工程管理)
製造工程のデータの収集と、統計的な処理・監視により、
不良品の発生を未然に防止する。製品規格の設定、データの記録/収集、異常傾向の自動検知、検知後の処置結果管理までワークフロー全体を網羅します。
-
個体トレーサビリティ
製品毎の製造履歴を一元管理し、
異常発生時の
波及範囲と要因の調査を高速化する。製品個々の識別番号と各種収集データ(プロセス情報・稼働情報・材料情報など)を紐付管理し、データに基づいた調査が可能になります。
-
検査情報参照
検査機・測定機の「検知・測定・画像情報」を同じ環境で分析することで
俯瞰的な要因分析判断を実現する生産ライン全体の検査機のデータを一元管理し、事務所から遠隔モニタリングが可能です。
SPC管理
トレーサビリティ
検査情報参照
機能を知る
SPC管理 Statistical Process Control
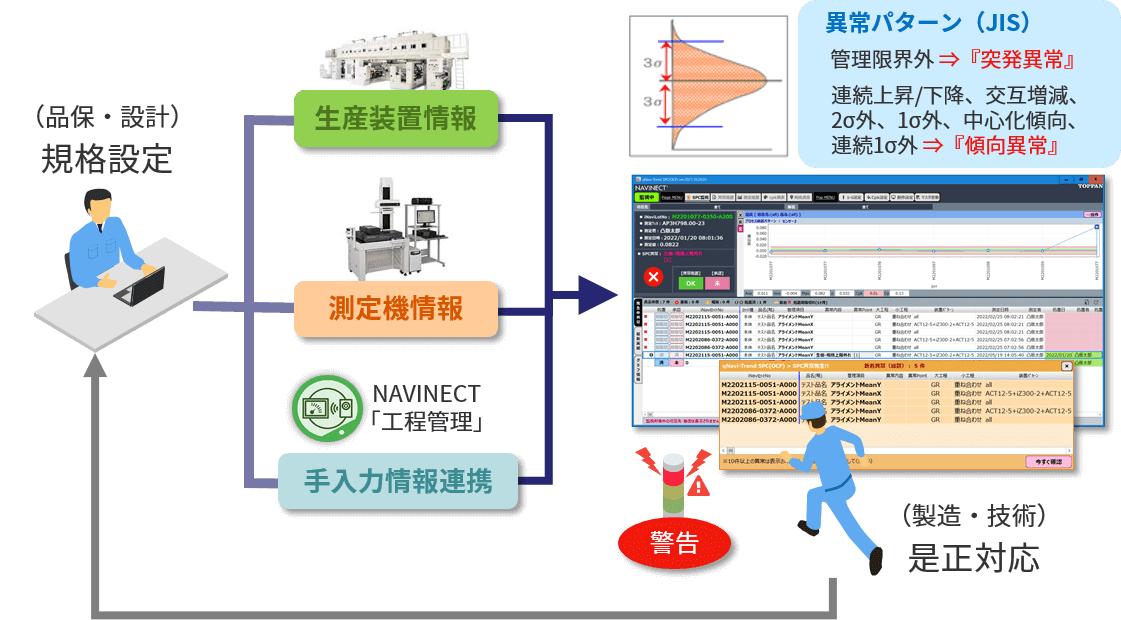
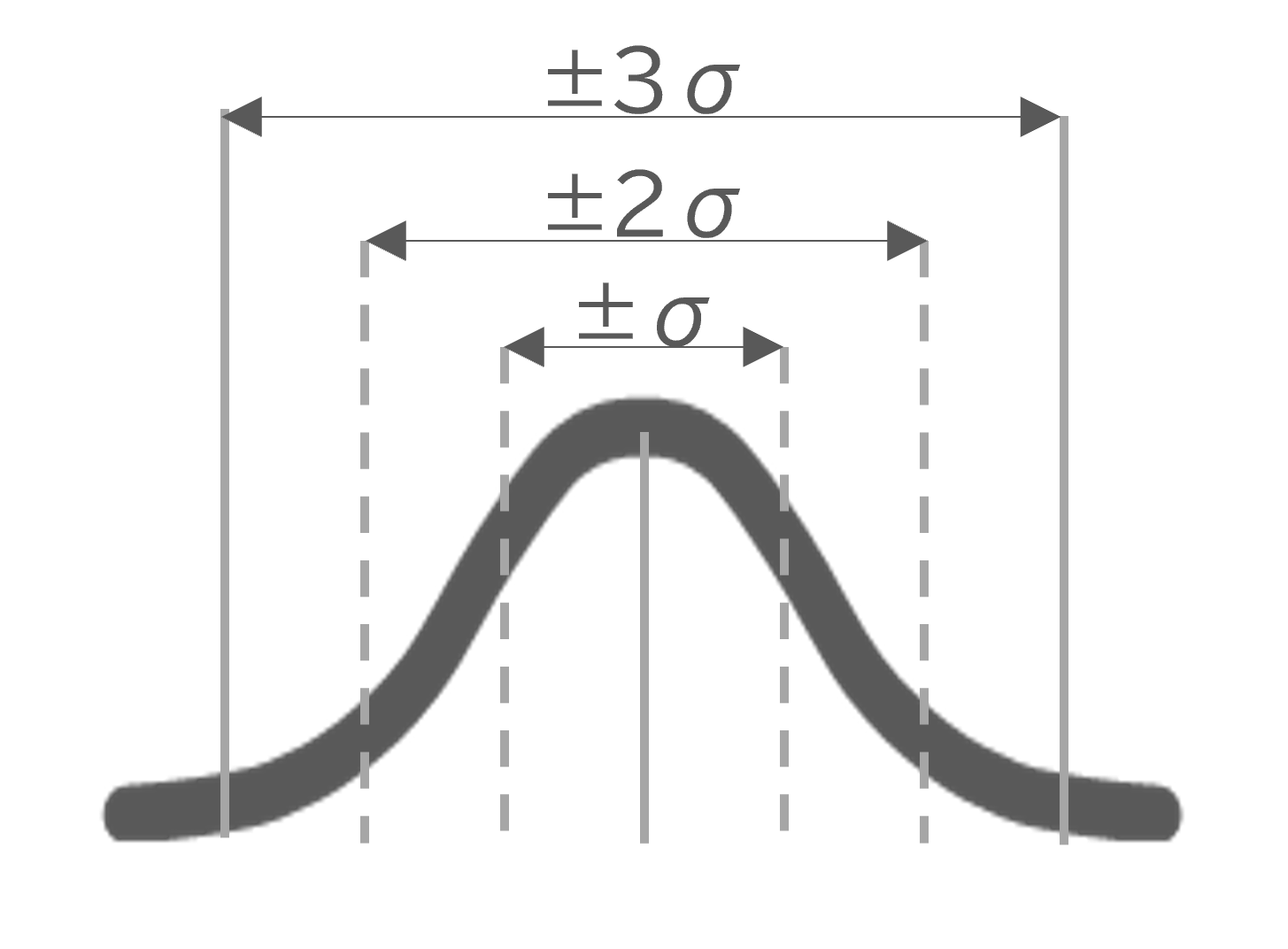
工程能力指数を用いて製造工程の欠陥を取り除き、最終的に6σの品質レベルを目指します。NAVINECTが提供するSPCは、異常傾向監視だけでなく異常傾向検知から処置・承認までのワークフロー管理も提供可能です。これにより、対応漏れを防ぎ、処置を迅速化します。また、ワークフローのデジタル化によって、監査証跡で変更履歴や改ざんの確認等が可能になり、製造業にとって重要な責任であるデータインテグリティの担保にも寄与します。

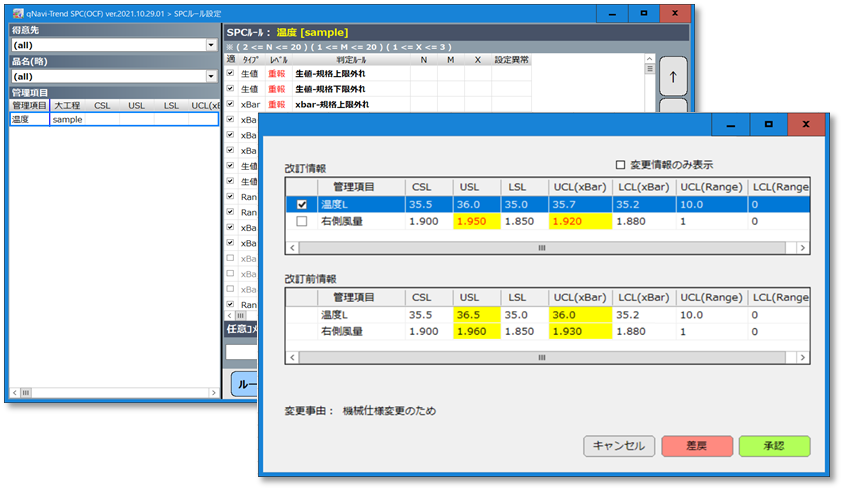
規格設定
<規格設定機能>
管理項目ごとにSPC判定ルールの設定が可能です。
管理限界値、判定ルール、警報レベル等の設定が可能です。
判定ルールはJIS規格を網羅しています。
また判定ルールの変更履歴も確認することが可能です。
入力/変更された規格値に対し、管理者が承認後、設定を有効化することで、設定ミス防止に寄与します。
![]() SPC機能(統計的工程管理)
SPC機能(統計的工程管理)
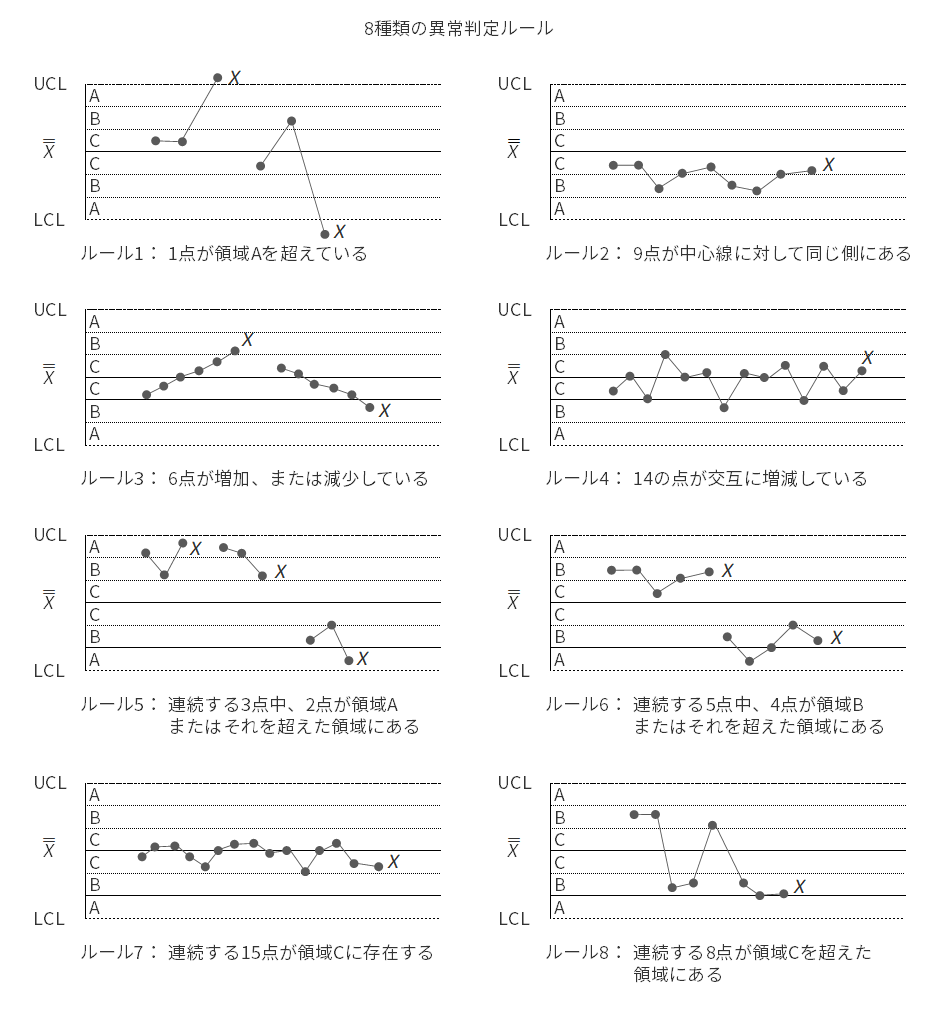
判定方法一覧
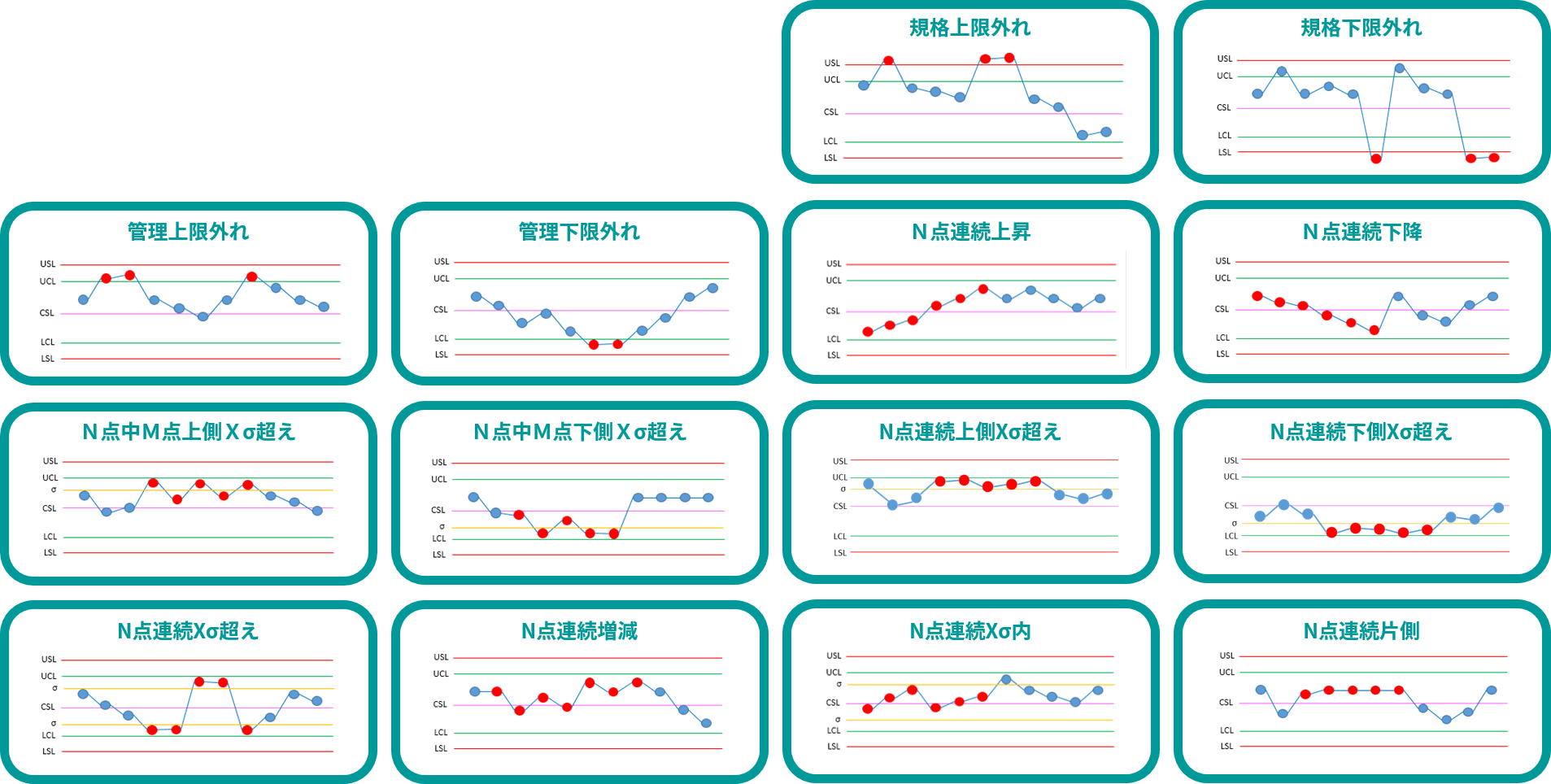
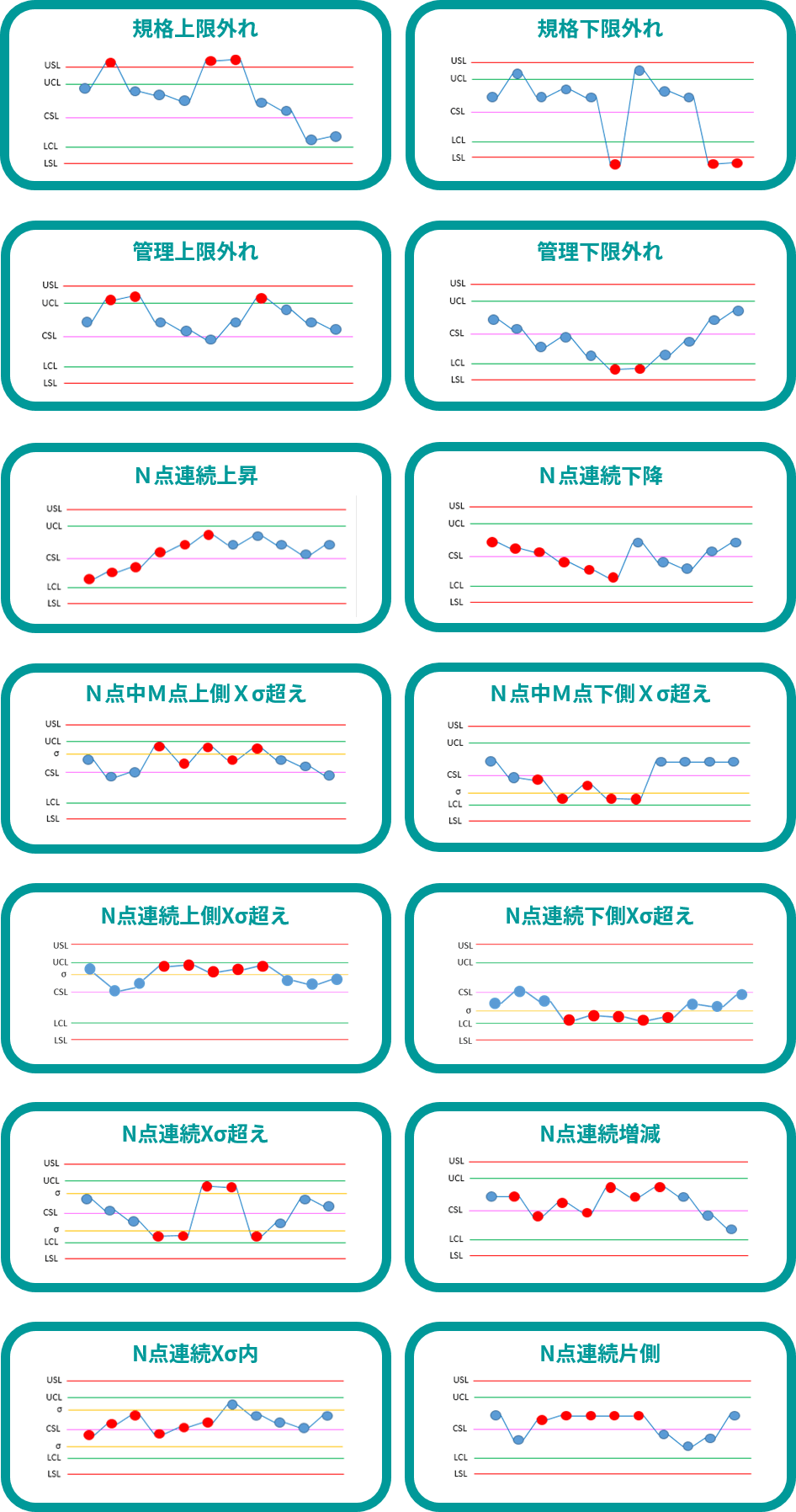
参考:JIS規格における異常判定について
日々の代表値の変動を示す管理図において、上方管理限界値(UCL)と下方管理限界値(LCL)から外れる以外にも、以下の傾向を示したら異常と判断することが、JIS規格において示されています。
監視運用
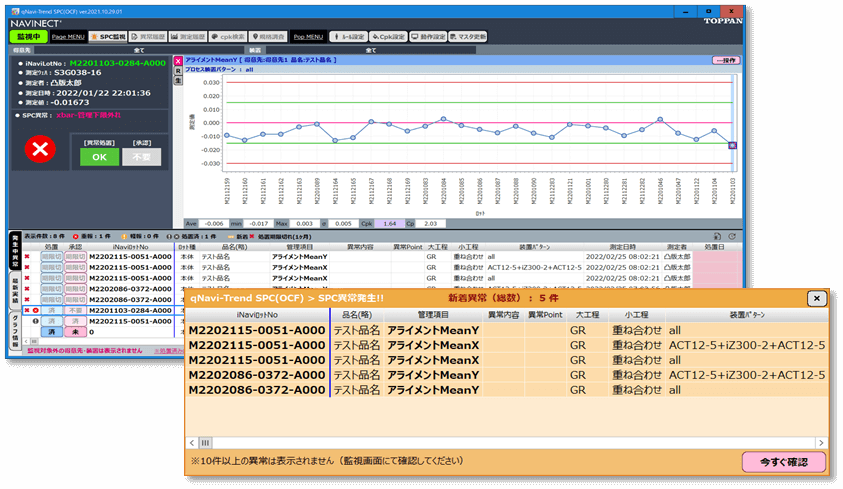
<常時監視機能>
自動収集した品質に関わる各種測定データを監視し、数値のばらつきや異常傾向をいち早く捉えることで、不良品の発生を未然に防ぎます。
設定されたルールに従ってSPC判定を行います。
X管理図、R管理図、生データ、発生中の異常一覧が確認可能です。
異常検知時はポップアップ表示し、見逃しを防止します。
処置報告
SPC(統計的工程管理)の効果性を上げるには
異常発生時のフロー・記録が重要です
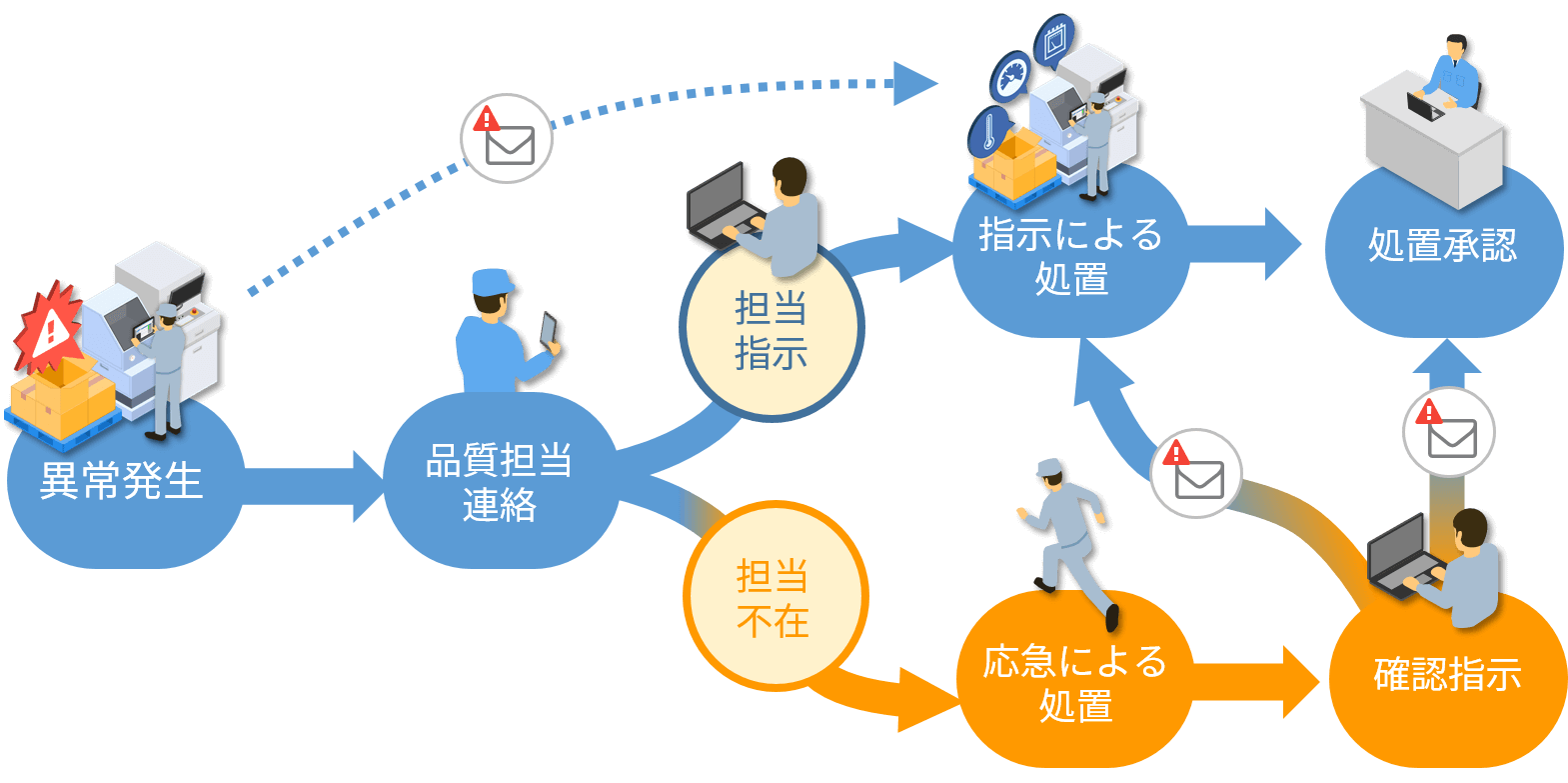
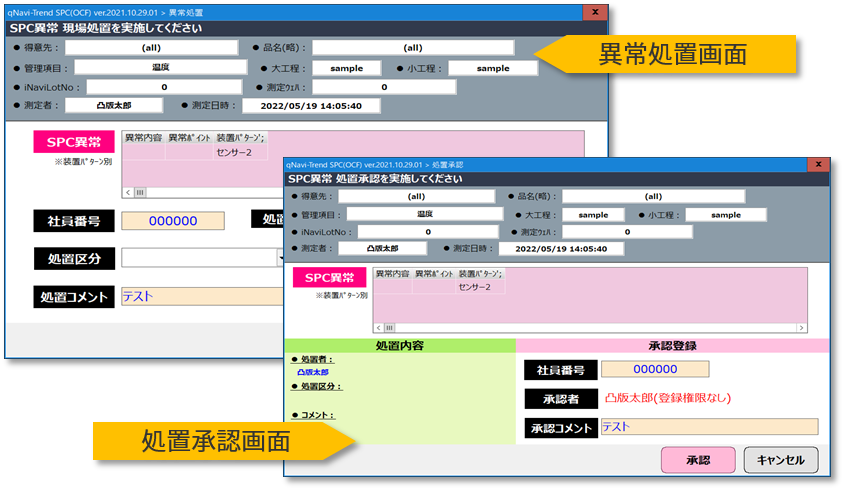
<処置入力・承認機能>
発生した異常に対して実施した処置~承認の履歴を残すことで、処置漏れやミスを防止できます。
現場担当者は、SPC判定異常に対する処理結果の入力を行い、フィードバック運用が可能です。
入力した結果は管理職が承認することで、処理された内容が正しいかの最終チェックが可能です。
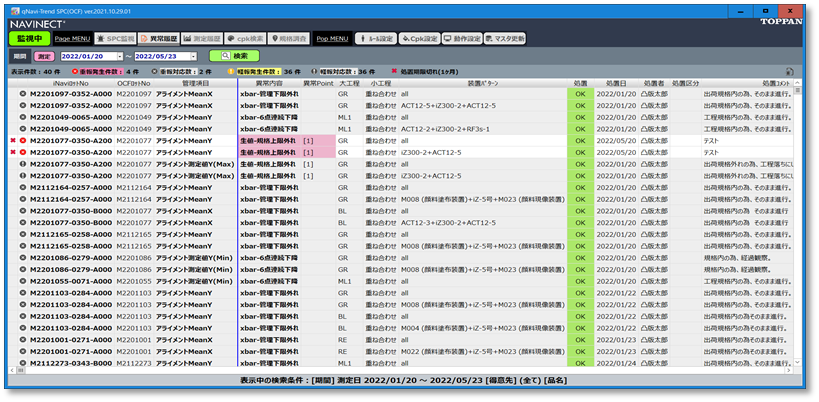
<異常履歴検索機能>
過去のSPC判定異常履歴を任意の条件(日付、品名等)で検索し、処置漏れの確認に活用できます。
異常対象の測定データ、異常検出した判定ルール、処置の対応状況を表示します。
処理期限を管理し、期限切れの項目はアイコンが変化します。
品質設計
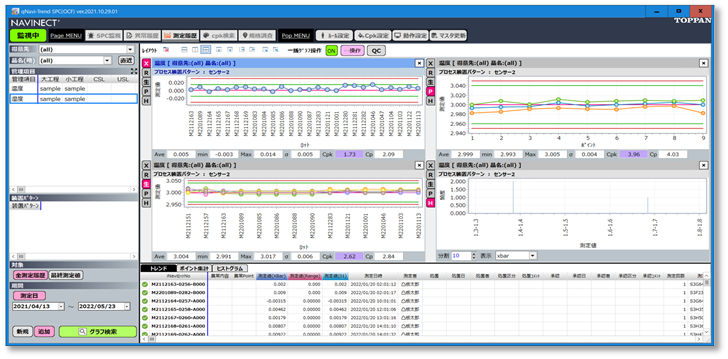
<SPC履歴検索機能>
各種測定データの履歴を任意の条件(日付、品名等)で検索し、品質管理業務に活用できます。
各データの履歴を検索し、各種管理図を表示することが可能です。
X管理図、R管理図、ヒストグラム、生データ表示します。
各データの測定値や測定日時、集計情報をリスト表示します。
<アラーム集計機能>
各種測定データ毎のSPC判定結果を集計し、SPCルール見直しに活用できます。
発生件数、処置済件数、処置率の集計機能を提供します。
設定されている規格値の是非判断のため、管理限界値を連続的に超過するデータ項目の抽出が可能です。

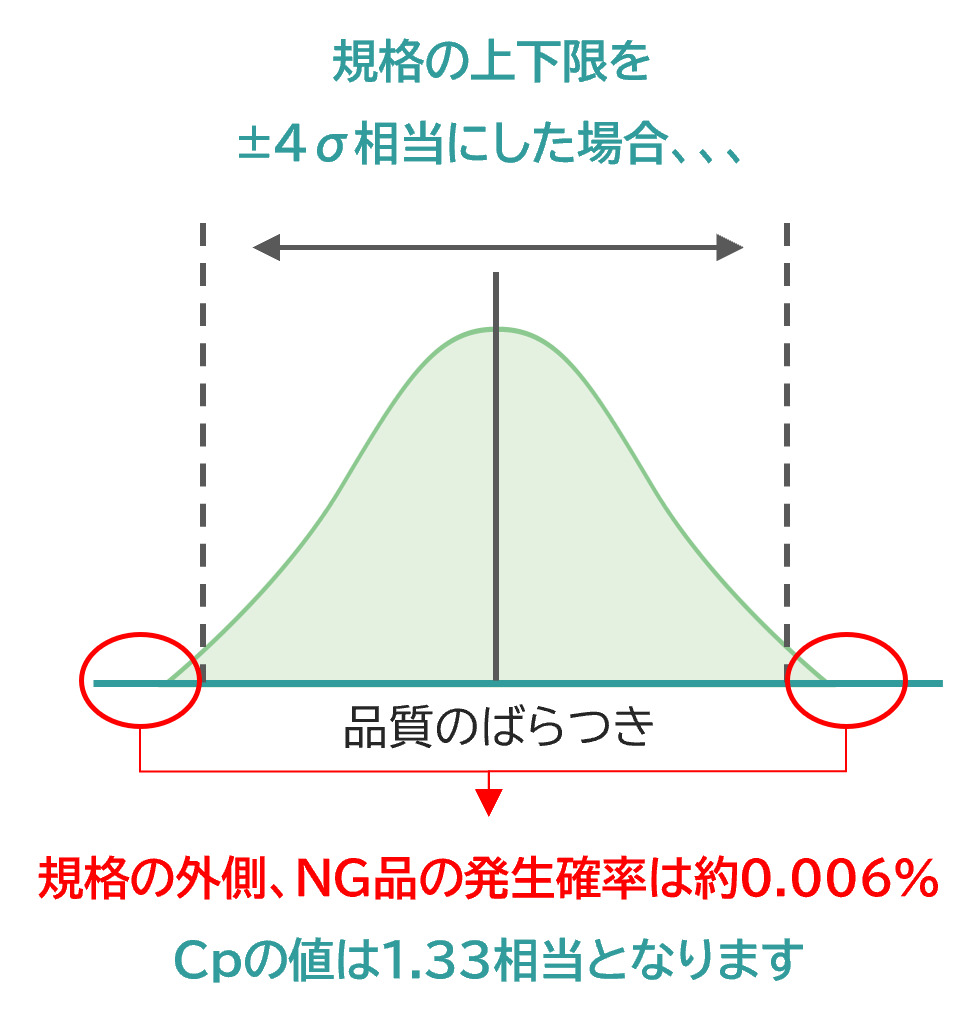
<Cpk検索機能>
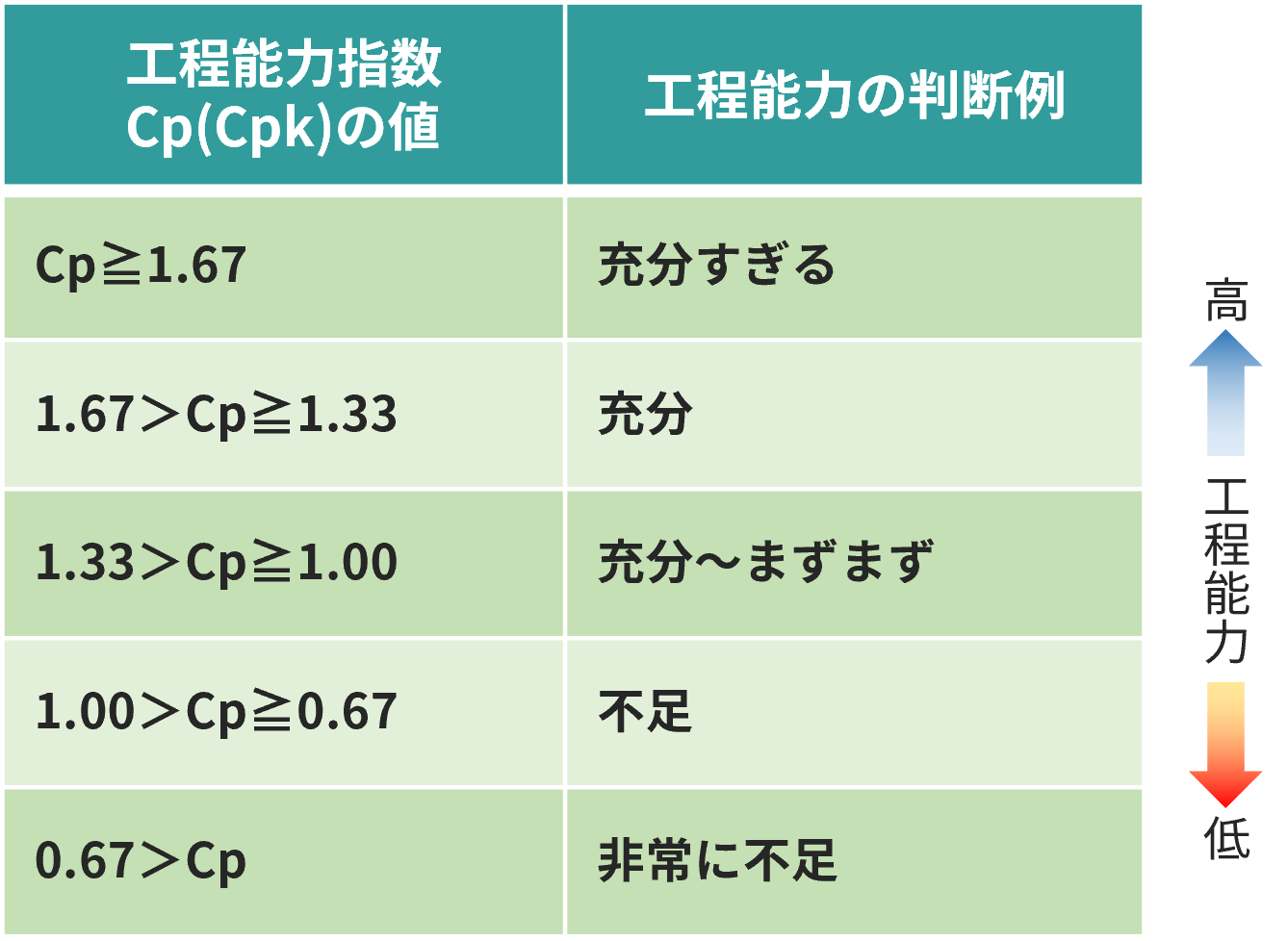
工程能力指数とは?
ある工程において、定めた上限~下限規格の範囲内で生産できる能力を数値化したものでCp(Cpk)と表現されます。
品質のばらつき(標準偏差)を小さくするほどCpの値が大きくなり工程能力が高いと言えます。過剰な工程能力はコストや工数の高止まりも懸念されますので、状況に応じ適切な値を目指すことが肝要です。
管理項目毎のCpk(工程能力指数)を検索し、工程能力の過不足の確認に活用できます。
Cpkと合わせて、平均・最大・最小・標準偏差・規格値などの関連情報も併せて表示できます。
Cpkの数値範囲で色分け表示することで、問題のある項目を一目で確認することが可能です。

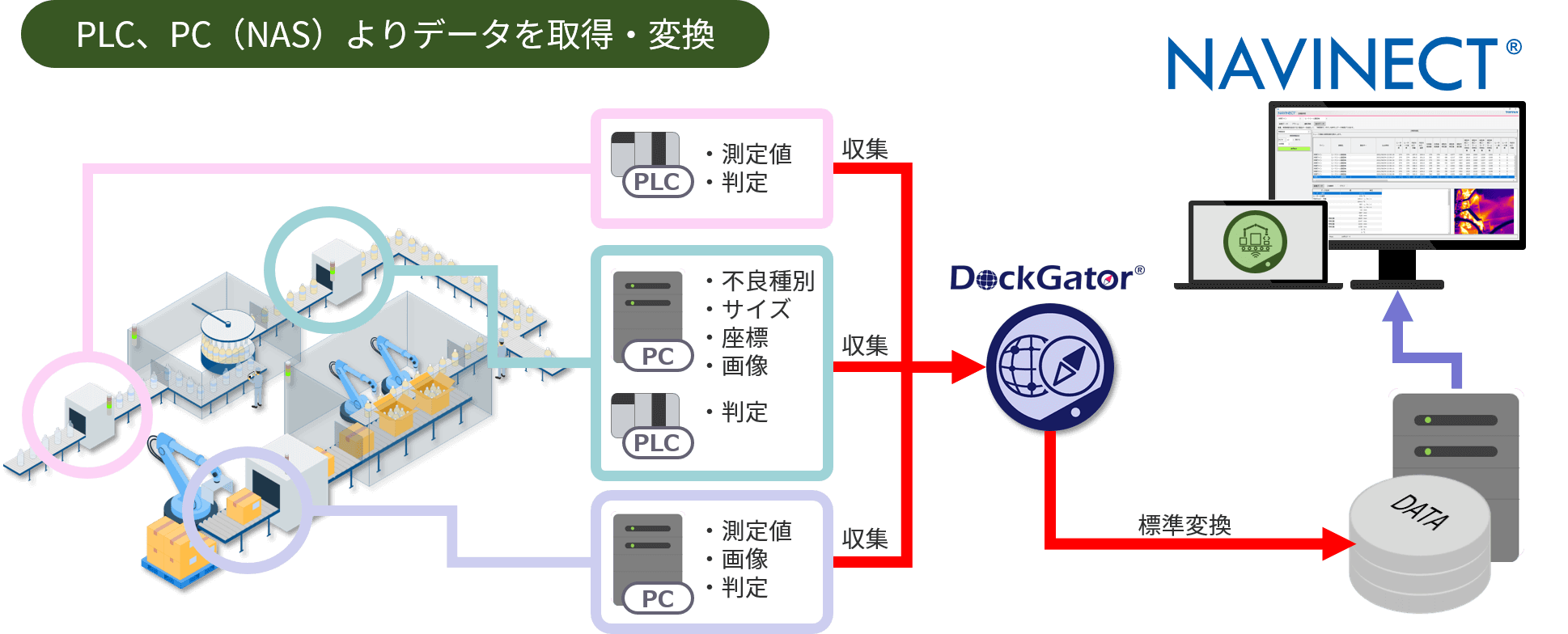
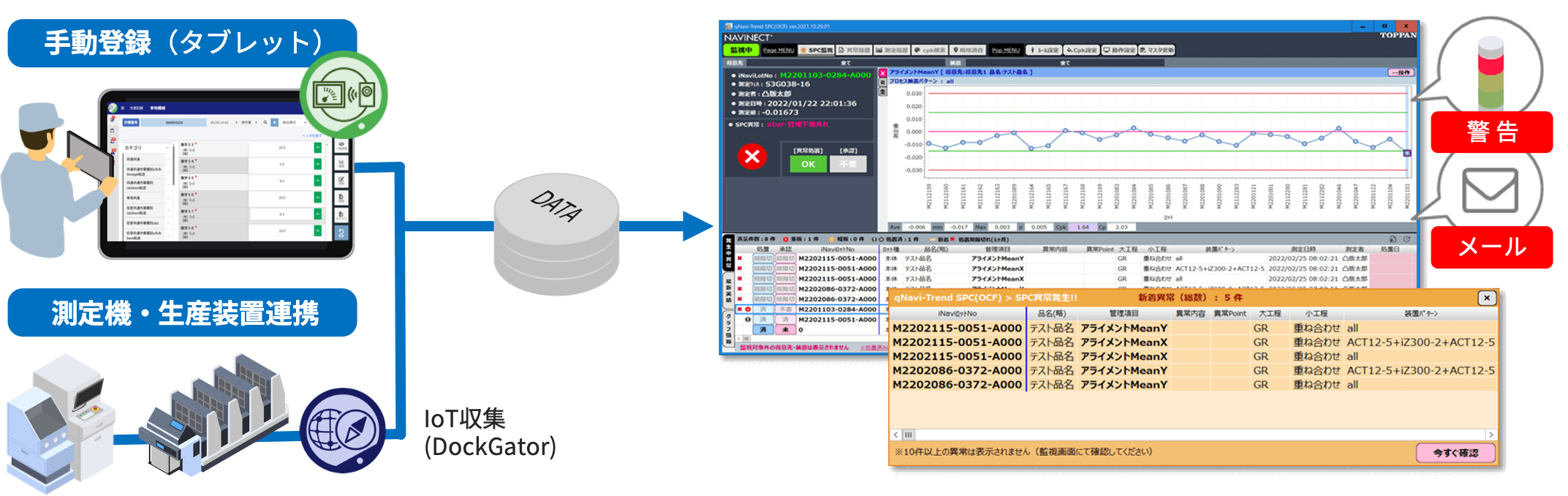
SPC管理用のデータ入力方法
1.作業者による手動入力
作業者が検査結果や測定値をタブレット端末に直接入力する方法です。現場で手軽にデータを記録でき、紙による記録の手間や転記ミスを削減できます。(工程管理サービスを利用します)
検査機や生産装置などの設備とIoTゲートウェイを接続し、測定データを自動でシステムに取り込む方法です。人手を介さずリアルタイムにデータ収集が行えるため、効率的かつ正確なSPC管理が可能となります。(DockGatorを利用します)
−TOPIC−
無くならない製造業の検査不正にどう対応していくか?
製造業で一般的に用いられるUL規格などに基づいた検査。当然ながらこれを怠り問題がある製品を出荷すると『検査不正』として顧客や社会から問題視されます。検査不正を防ぐ方法は、内部監査の強化や検査システムの自動化、プロセスの標準化とドキュメント化など幾つか存在しますが、とりわけ『品質管理パッケージ』を活用した場合、統計的プロセス管理やトレーサビリティ管理により製造工程における問題発生時の原因究明を迅速に特定することに寄与します。
< 活用例 >
・管理図(Control Charts)を使ったプロセス変動のモニタリング
・SPCデータ(3σ管理)の定期分析とプロセス改善点の特定
・一般識別番号(バーコード等)による全てのトランザクション追跡
・様々な製造履歴データの紐付けによる波及範囲の早期特定

概要を知る
トレーサビリティ
検査情報参照
機能を知る
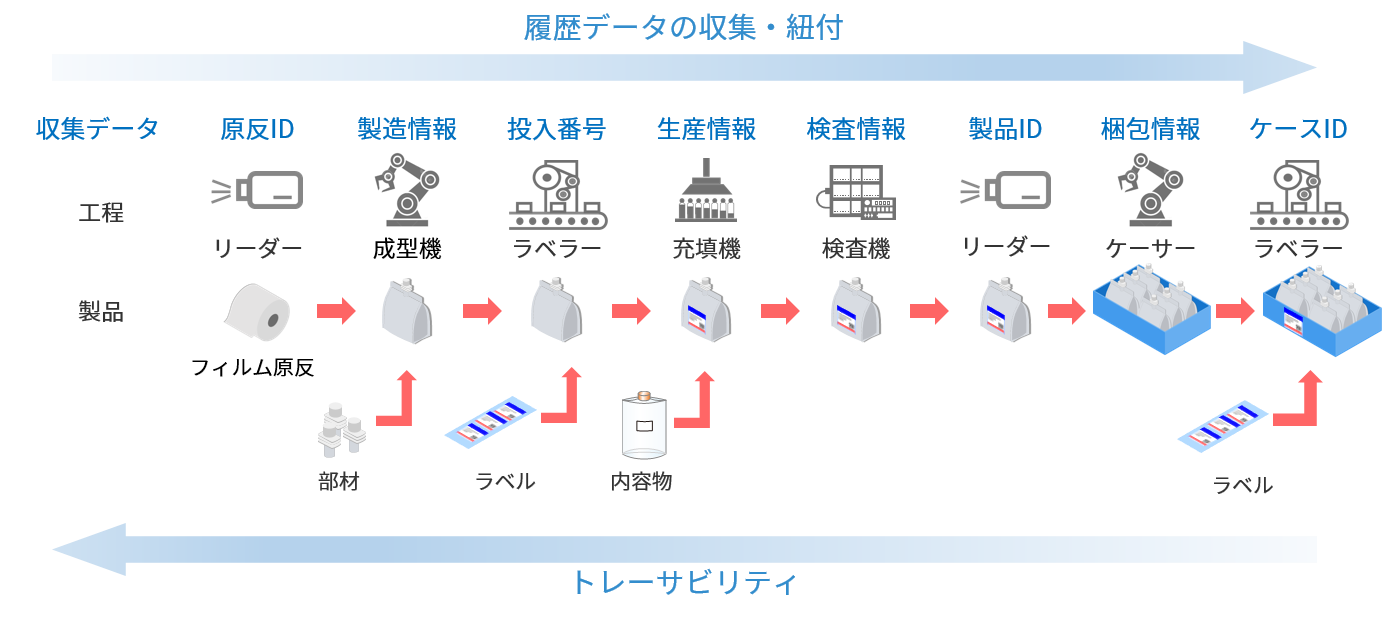
工程トレーサビリティ Traceability
SDGsの17の目標の中にも「つくる責任」と謳われているように、何をどのように作られたかという「トレーサビリティ」の担保と、そのデータの正確性・完全性「データインテグリティ」の担保は製造業の社会的責任を果たすうえで避けて通れない課題となっています。NAVINECT「品質管理」パッケージでは、製品に付帯された個体識別をキーに、各種製造履歴データ(プロセス情報・稼働情報・材料情報・作業者情報等)を紐付管理することで、不良品発生時の影響範囲を素早く正確に抽出し、市場への流出を防止します。個体識別はTOPPANが製造する包材に印字済みのコードや、RFID、バーコードラベルなどを使用します。手間がかかるラベルの貼り作業は、トッパンインフォメディア提供のラベラー装置を利用して無人で行うことが可能です。
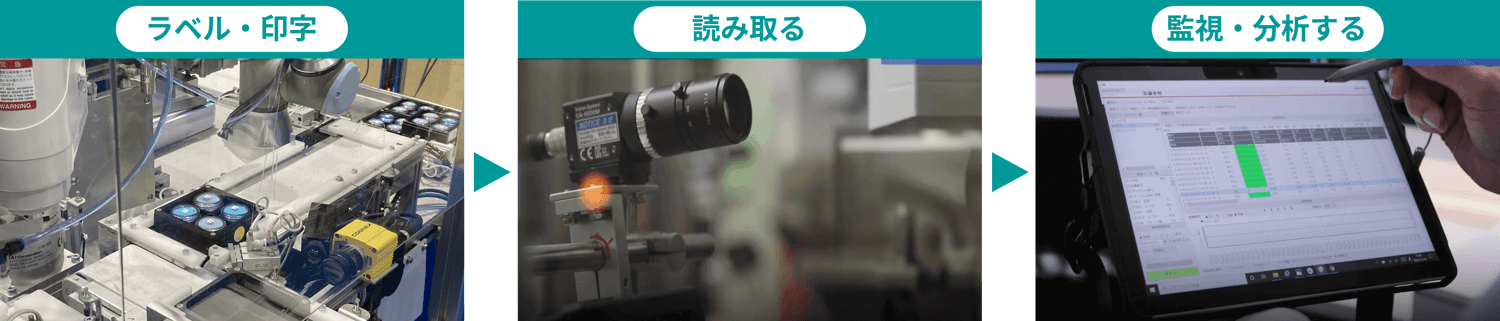
トッパンインフォメディア社製 「ロボットラベラー」を詳しく知る >>
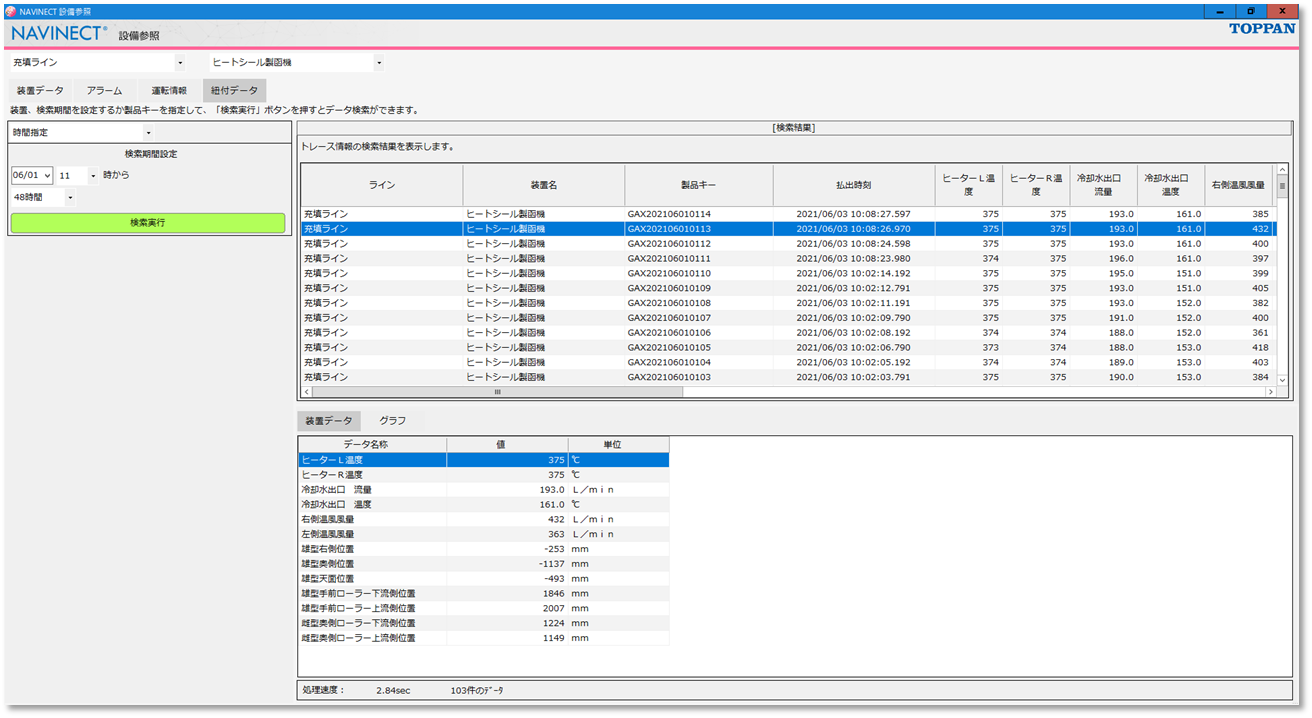
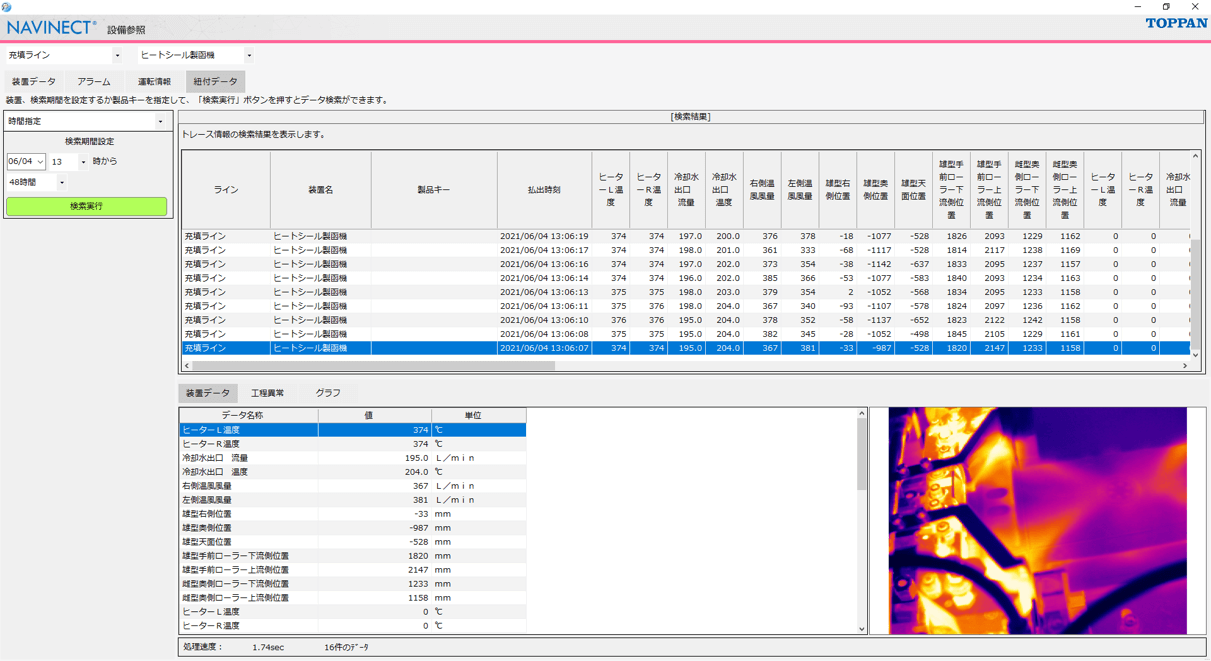
紐付データ検索機能
製品毎の製造履歴情報データ確認で品質・効率両面の課題を抽出。
製品や通い箱などにICタグ・QRコードを取り付けて運用することで、製造設備と紐づけられた各種データを確認。原因追及をはじめ波及範囲の特定を効率的に行うことができます。製品ごとの払出タクトや生産リードタイムを参照し、タクトの乱れやライン全体の滞留箇所を確認し、改善活動につなげます。
POINT
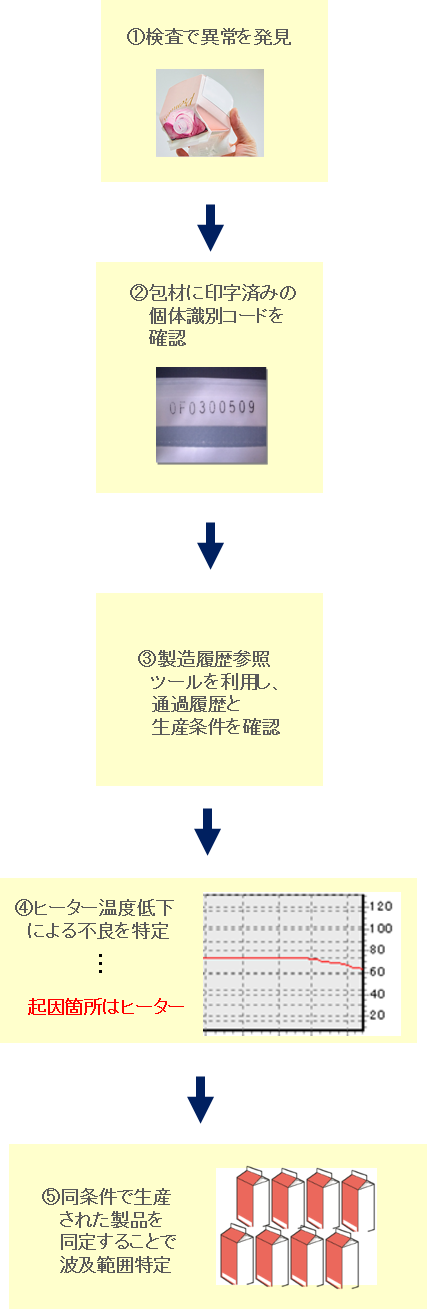
活用事例:包材の識別コードを利用した異常発生時の早期対策POINT
活用内容
包材に印字された個体識別コードを元に、製造過程のデータを分析することで、原因の特定が容易になります。
また、影響範囲の特定も効率的に行え、製品の安全性向上に寄与します。
下記は、品質不良情報から、異常起因箇所(ヒーター異常)を発見した例です。
活用事例
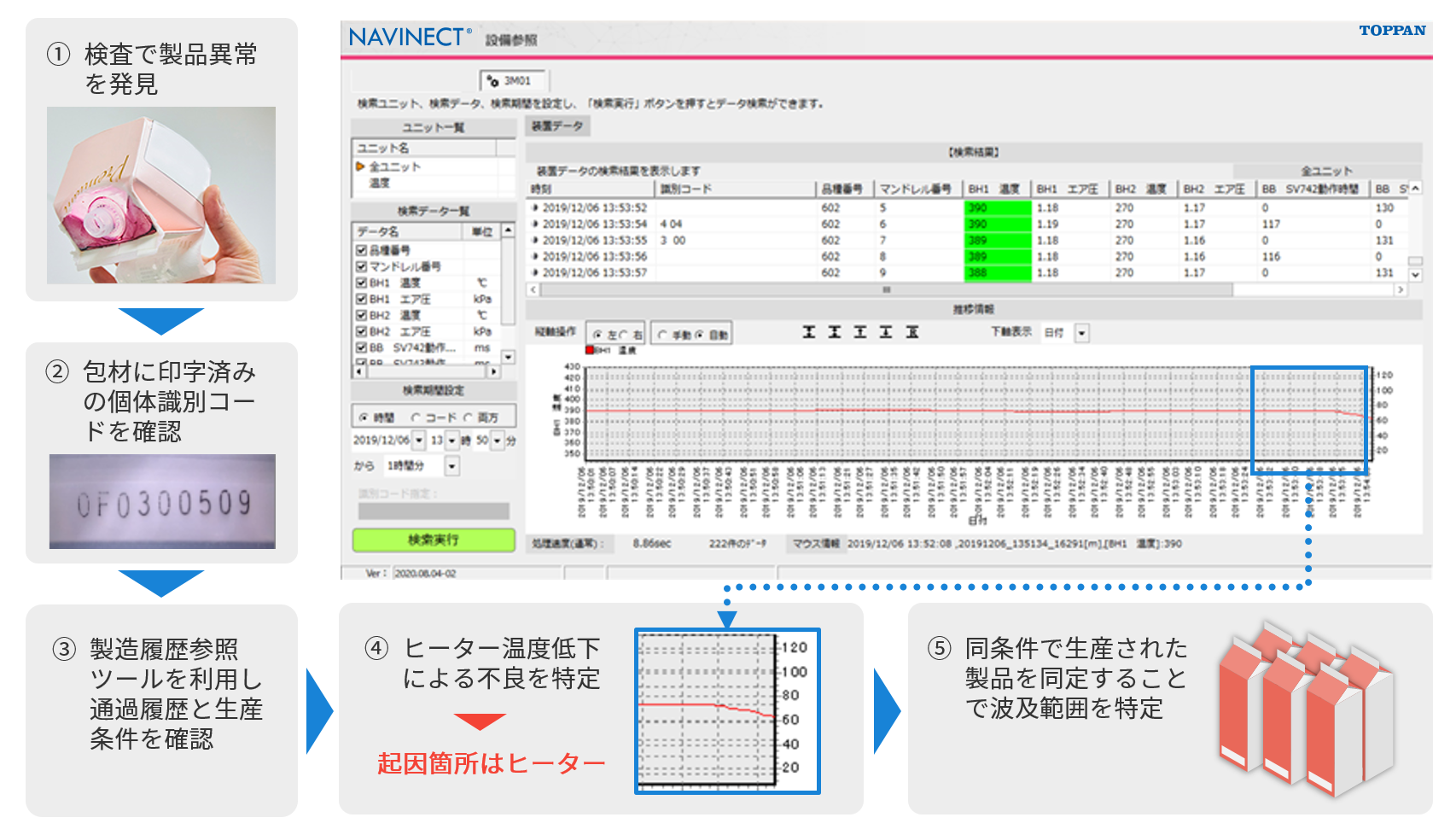
期待される導入効果
不良発生時の原因特定が容易となり、調査時間の短縮が可能。また、影響範囲の特定も効率的に行え、
製品の安全性(品質保証)が向上
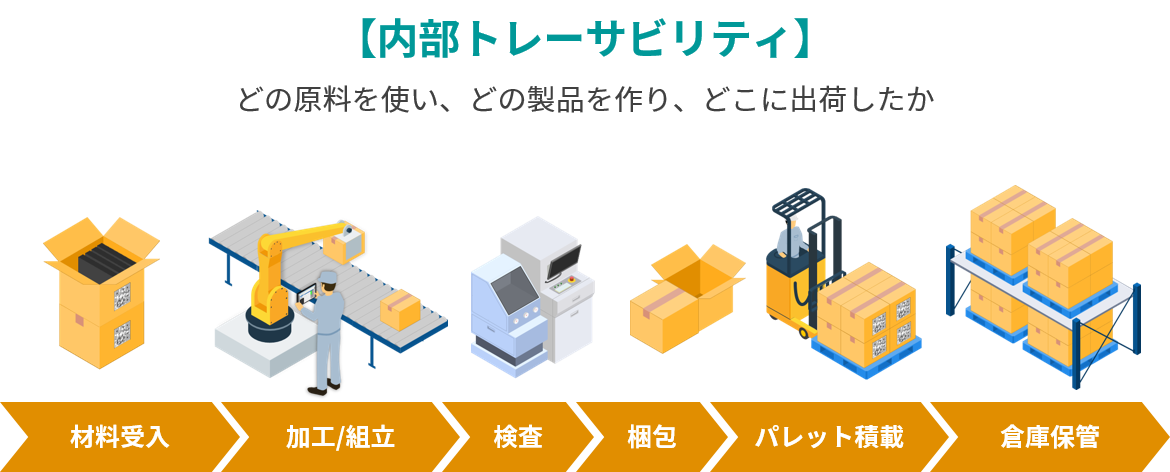
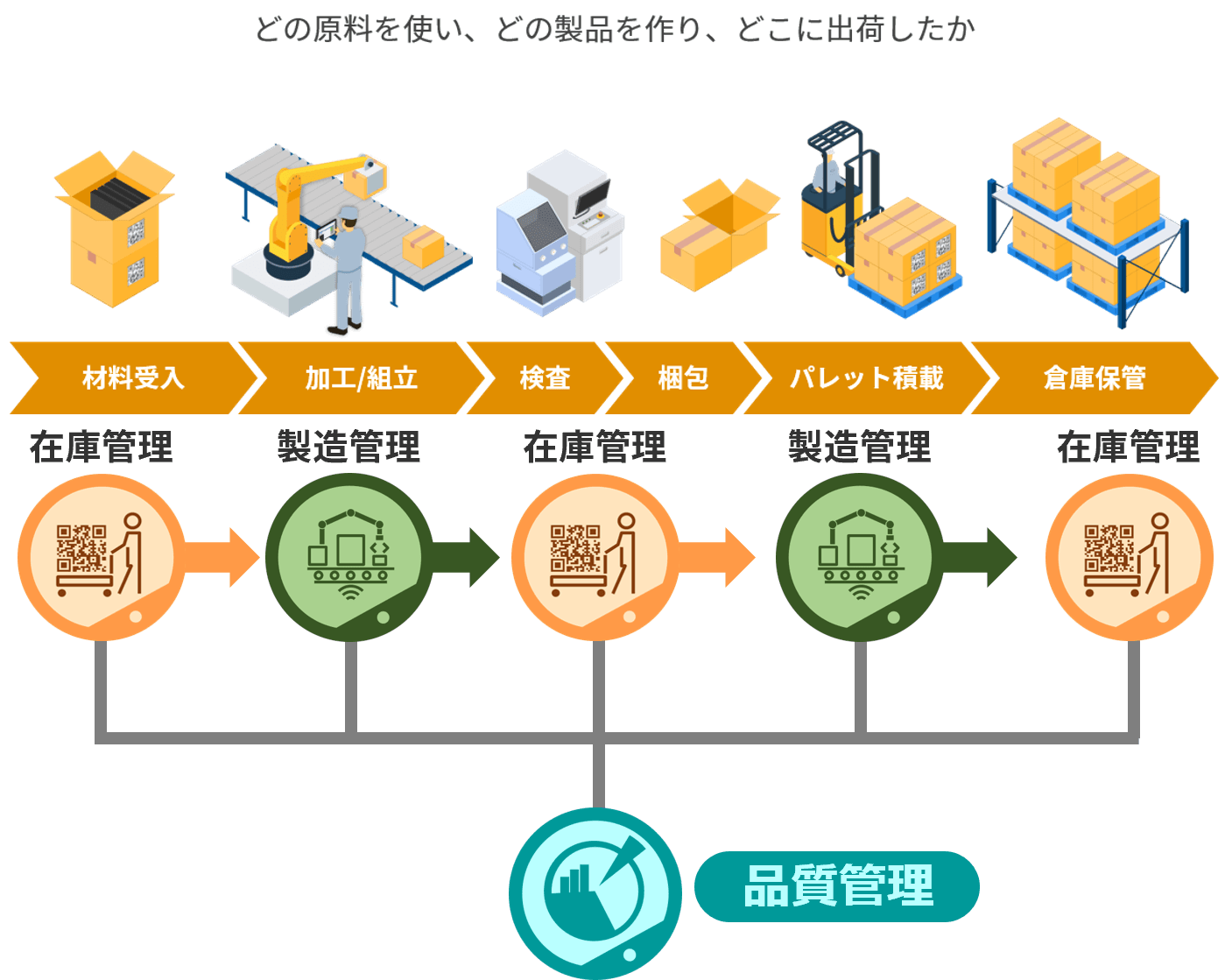
在庫トレーサビリティ Traceability
製品のトレーサビリティを完成させるためには、製造履歴や検査履歴を機械から取得しただけでは不十分です。誰が指示し、どの資材を使い、どの工程を通過し、どこに出荷したのかと、製品が出荷されるまでの全ての状況を記録・閲覧・検索できる必要があります。NAVINECTの各アプリケーションを組み合わせて使うことで、機械から取得できる情報はもちろん、人が関わる情報まで、しっかりデジタル化を行い、工場内の完全なトレーサビリティを実現します。
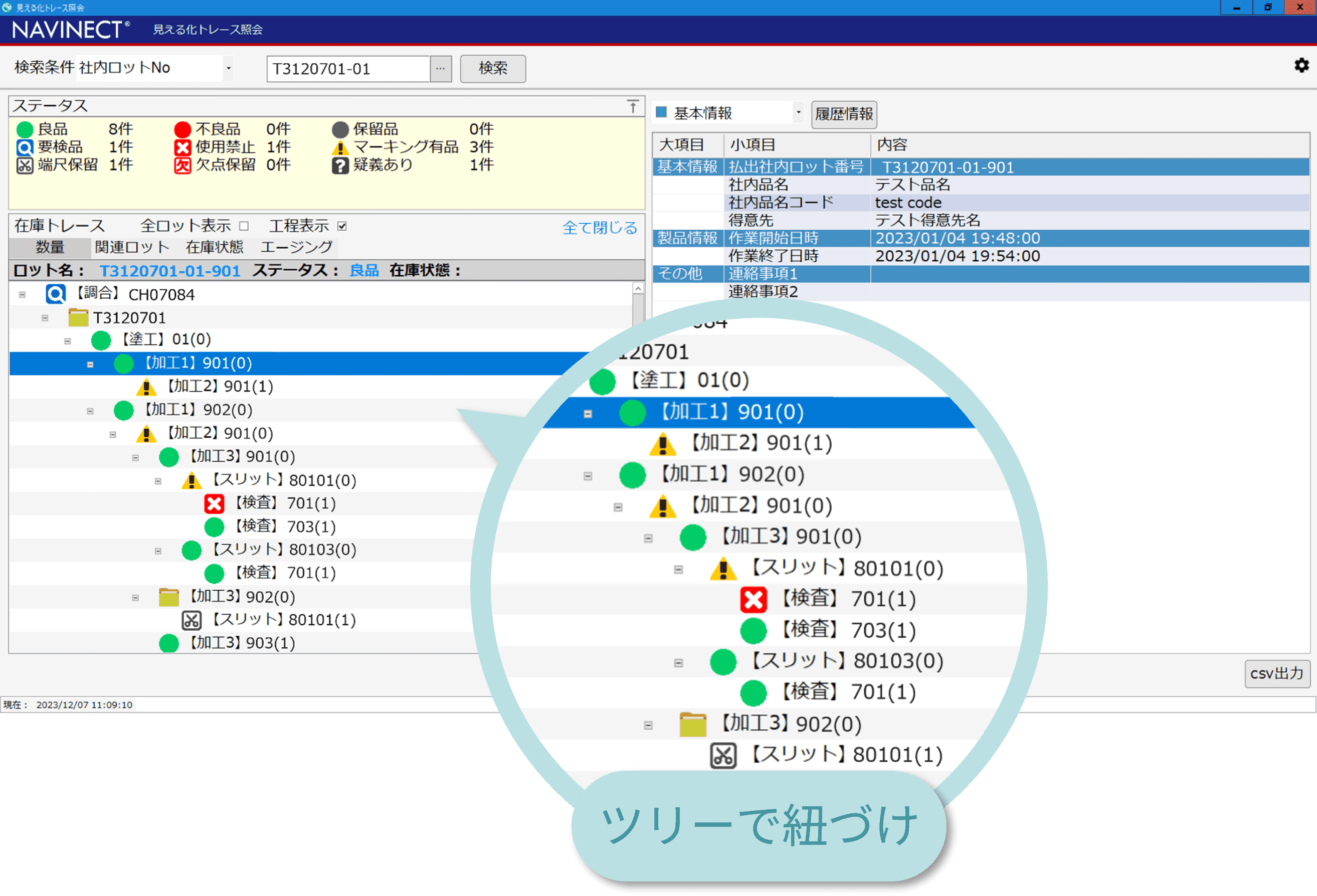
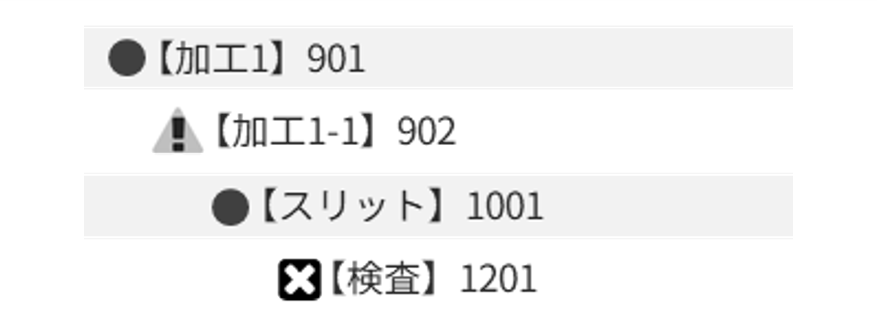
トレースサーチ機能
品質異常発生時、原因と波及範囲の調査簡易化を実現。
ツリー構造で、初工程から最終工程までの製造履歴を表示します。ICタグやQRコードで個々の製品を識別、該当製品の4M情報(ヒト・機械・材料・方法)を表示し、変化点の管理や異常原因の調査に活用可能です。
概要を知る
SPC管理
検査情報参照
機能を知る
検査情報参照 Refer to inspection
検査情報参照
生産ライン全体の検査機のデータを一元管理し、事務所から遠隔モニタリング可能。
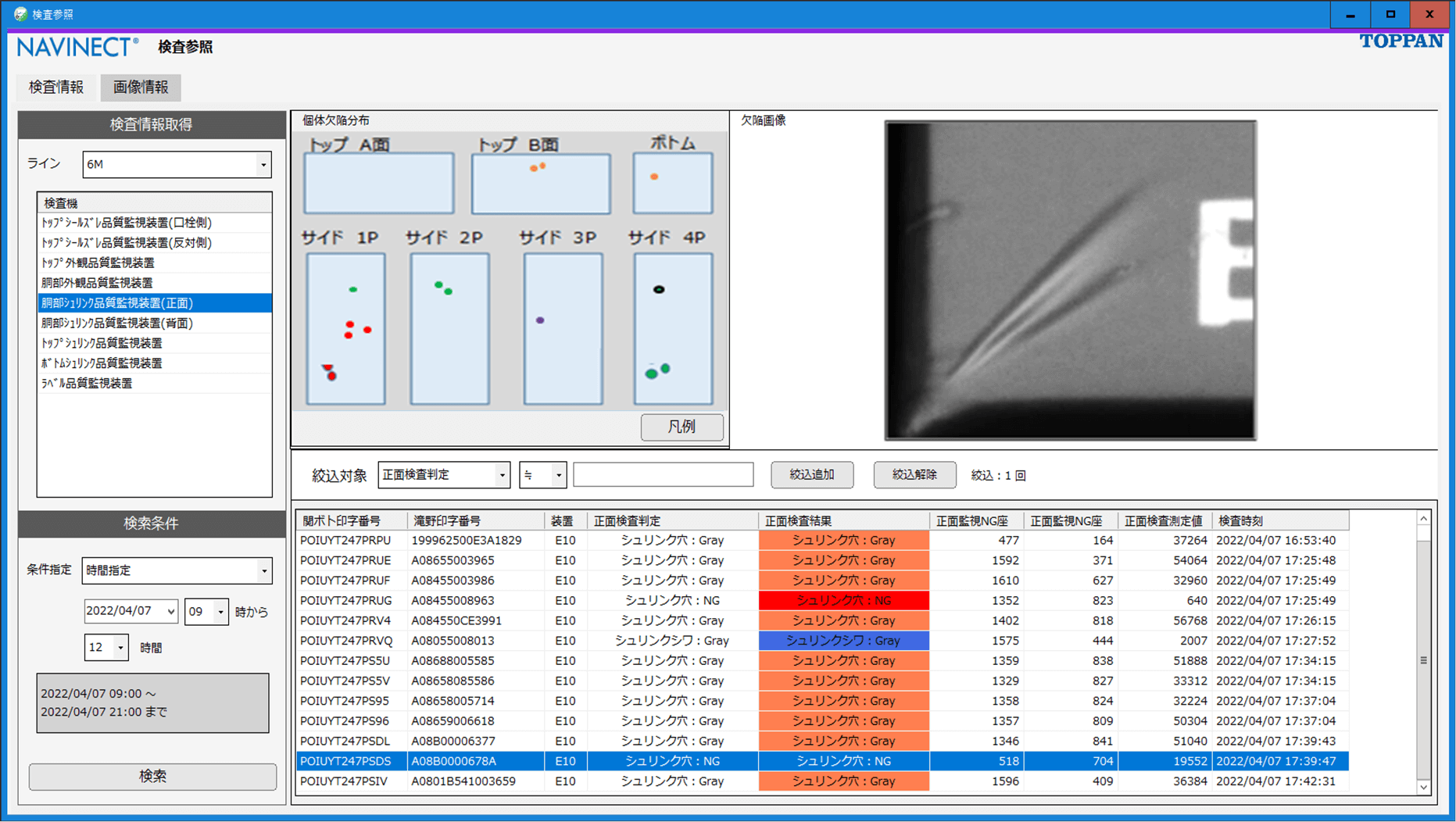
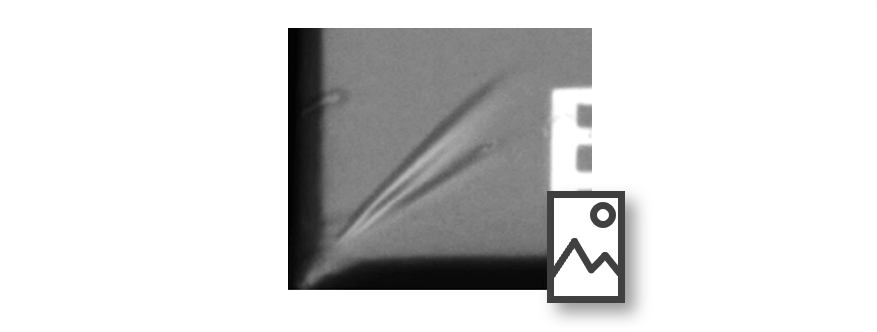
画像情報参照機能
品質改善のため不良個所の分布や、検査画像の参照が可能。
生産ライン全体の検査機のデータを集約表示。
欠陥Mapと検査結果画像を表示。
検査結果(判定、不良内容、サイズなど)の絞り込みが可能。
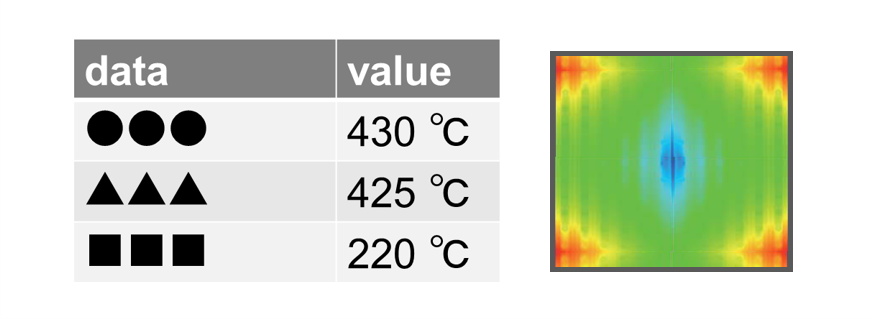
画像センシング結果表示機能
数値データと画像センシングにより、各種重要指標の分布確認が可能。
例えば熱による成形や殺菌状況の管理として、数値データによる加熱不足監視に加え、サーモカメラ画像を表示することで、視覚的な確認が可能。
TOPPANが提供する充填包装機にはサーモカメラの標準実装を展開中。
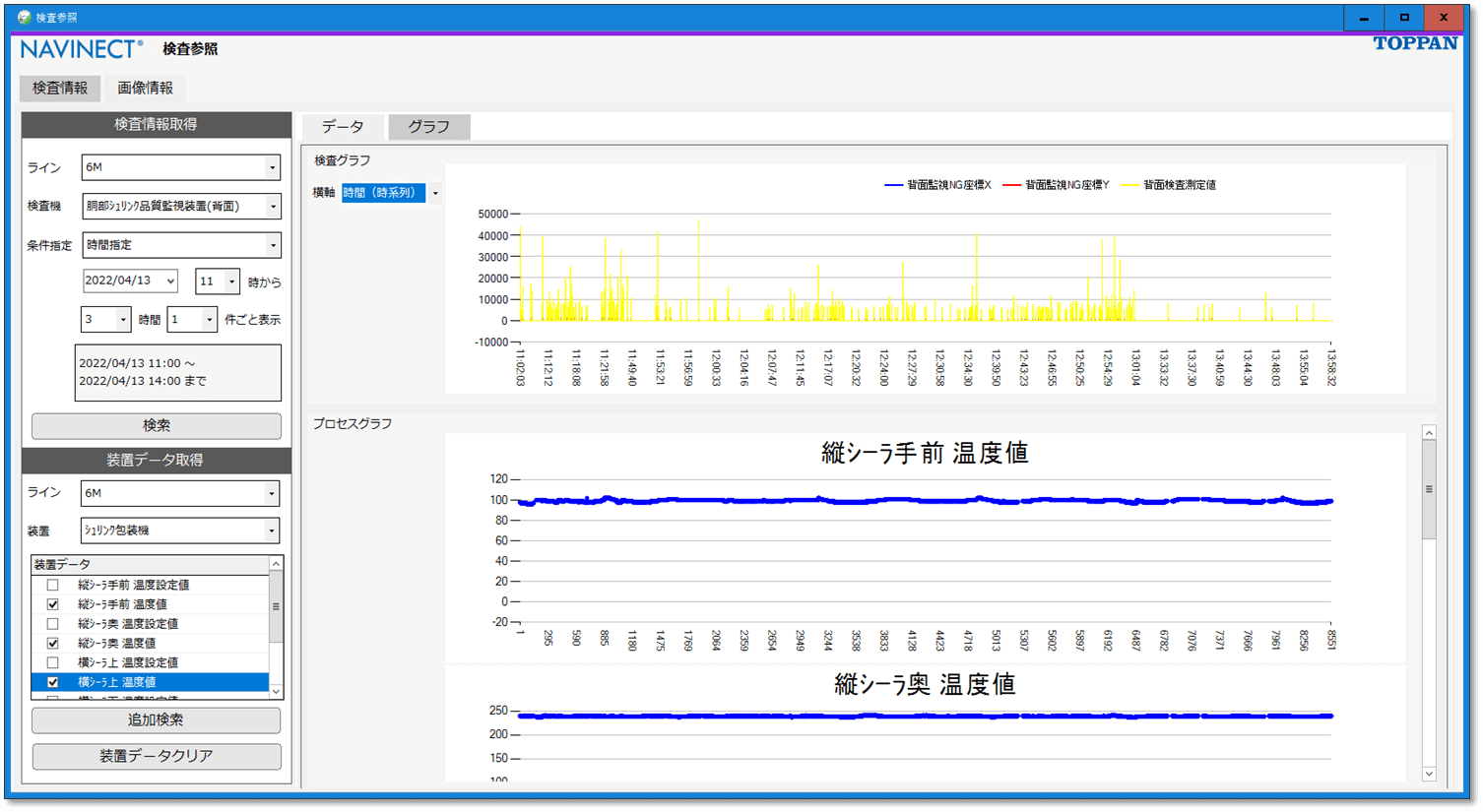
傾向情報参照機能
検査結果とその製品が製造された際の装置データを紐付表示が可能。
検査結果に対して、関連する装置データを選択。
数値表示と合わせて、チャート形式でも表示。
検査結果と装置データの相関性および時系列での変化点を確認し、不良要因を究明。
概要を知る
SPC管理
検査情報参照
機能を知る
機能トピック Useful functions
SPC管理アプリ
-
規格設定
管理値の上下限、判定ルールなど各種の規格を設定できます。規格の多くはJIS規格に基づきます。
-
常駐監視
測定データを常駐監視、管理図を用いて傾向を把握します。異常の一覧やポップアップ表示も可能です。
-
処置入力・承認
担当者が行った処置の入力と、上長や組織による承認を行い、内容の共有や妥当性を担保します。
-
SPC/異常履歴検索
管理図や異常の履歴を各種の条件で検索できます
-
Cpk検索
管理項目ごとのCpk(工程能力指数)を検索、関連の各種統計量もあわせて表示できます。
トレーサビリティアプリ
-
トレースサーチ
初工程から最終工程までの製造履歴をツリー構造で視覚的に表示することが可能です。
-
紐付けデータ検索
製品などに個体識別コードを付与し、紐付けたさまざまな履歴データを確認できます。
検査情報参照アプリ
-
画像情報参照機能
対象ライン内の検査機データを参照、検査結果画像の検索、表示が可能です。
-
マップ情報参照機能
対象ライン内の検査機データを参照、不良個所の分布を確認できます。

-
傾向情報参照機能
検査結果と装置データの比較表示が可能。相関性を確認し、因果関係を推測するヒントが得られます。
-
画像センシング機能
各項目の数値と合わせ、サーモカメラの画像を表示することで視覚的な実態把握が可能です。
機能表 Function of 「Hinshitsukanri」
| 機能 | 概要 | |
|---|---|---|
| SPC (統計的工程管理) |
規格設定機能 |
<管理項目毎にSPC判定ルールの設定が可能です> 設定可能な項目(管理限界値、判定ルール(JIS規格に準拠)、警報レベル値) 設定変更時承認、及び判定ルール変更履歴管理 |
| 常時監視機能 |
<測定データの異常傾向を常時監視します> X管理図、R管理図、生データ、発生中の異常一覧表示、異常検知時のポップアップ表示 |
|
| 処置入力・承認機能 |
<異常に対して実施した処置~承認の履歴を記録することが可能です> 現場担当者による処理結果の入力と、管理職による入力内容の承認状況を記録。 異常発生から承認完了までの処置期限も管理。 |
|
| 異常履歴検索機能 |
<過去のSPC判定異常履歴を任意の条件で検索することが可能です> 異常対象の測定データ、異常検出した判定ルール、処置の対応状況表示 |
|
| SPC履歴検索機能 |
<各種測定データの履歴を任意の条件で検索することが可能です> X管理図、R管理図、ヒストグラム、各データの測定値や測定日時、集計情報表示 |
|
| アラーム集計機能 |
<各種測定データ毎のSPC判定の集計結果が参照可能です> 発生件数、処置済件数、処置率の集計結果表示 管理限界値を連続的に超過するデータ項目を検索表示(設定されている規格値の見直しに活用) |
|
| Cpk検索機能 |
<管理項目毎のCpk(工程能力指数)を検索することが可能です> Cpkと合わせて、平均・最大・最小・標準偏差・規格値などの関連情報を併せて表示。 |
|
| 製造履歴追跡 (トレーサビリティ) |
トレースサーチ機能 |
<異常発生時の原因と波及範囲調査に活用できます> ツリー構造で初工程~最終工程までの製造履歴表示、製品毎の4M情報(ヒト、機械、材料、方法)表示 |
| 紐付データ検索機能 |
<個体識別コードをキーに製造履歴データの参照が可能です> 製品毎の各種装置センシングデータ表示、払出タクト・リードタイム表示 |
|
| 検査情報参照 | 画像情報参照機能 |
<不良の分布、欠陥画像の確認が可能です> 生産ライン内の全検査機に関して、不良位置を示す欠陥Map、および検査結果画像の検索・表示機能 |
| 傾向情報参照機能 |
<検査結果と製造履歴データを紐付、関連性の調査が可能です> 検査機選択機能、検査結果に対する関連装置データの検索・表示機能、グラフ表示(併記/重ね合わせ) |
|
| 画像センシング結果表示機能 |
<製品毎のサーモカメラ画像表示が可能です> 数値データによる温度過不足監視、およびカメラ画像による視覚的な確認機能 |
|
概要を知る
SPC管理
トレーサビリティ
検査情報参照
- 関連パッケージ -
生産のデジタル管理をトータルにサポート